سنګولیټر
د تولید ځانګړتیاوې
ډيجيسندرغاړی هیڅ ګډوډ پارسلونه نه جوړوي.
د ماډل ډیزاین، اسانه راټولول او جلا کول.د ټیټ لګښت او لوړ غوښتنلیک سره لږ جلا کولو برخه.
د عکس برخه: ملټي ګروپ TOF کیمرې او RGB کیمرې په ریښتیني وخت کې په جلا کونکي کې کڅوړې څارلو لپاره یوځای شوي.د لوړوالی معلوماتو او ګرافیک معلوماتو محاسبه کولو سره ، په جلا کونکي کې پارسلونه په دقیق ډول توپیر او موقعیت لري.د ژورې زده کړې الګوریتم د بسته بندي جلا کولو ستراتیژۍ غوره حل موندلو لپاره پلي کیږي، او د جلا کونکي ډرایو پرت ته خبر ورکول کیږي چې د غوره ستراتیژۍ سره سم عمل وکړي.
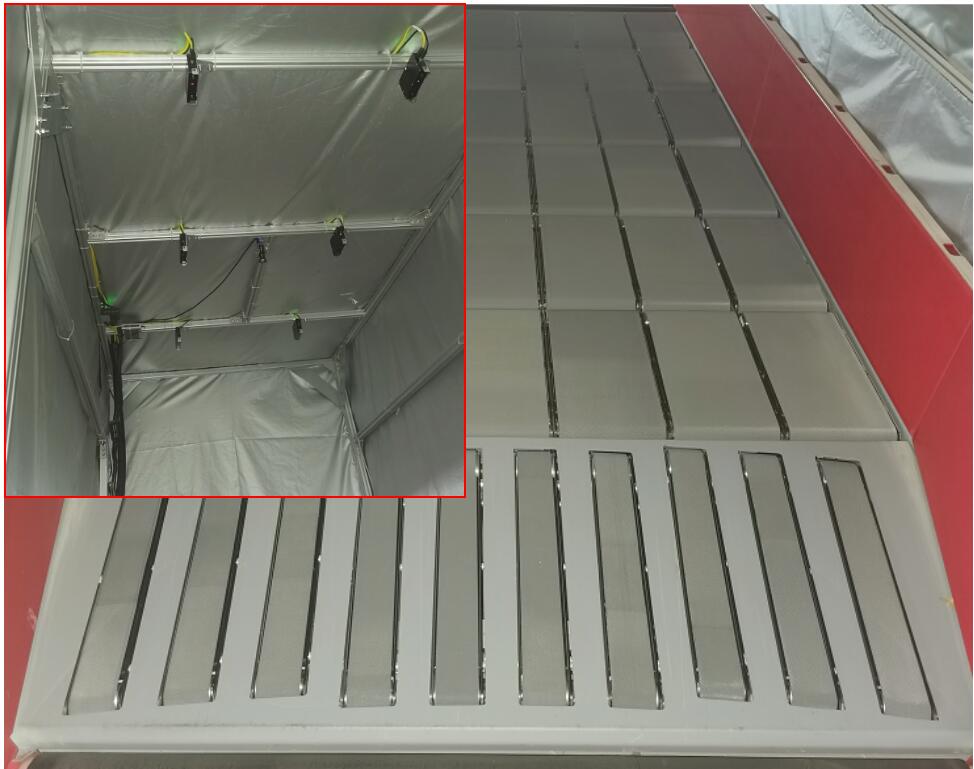
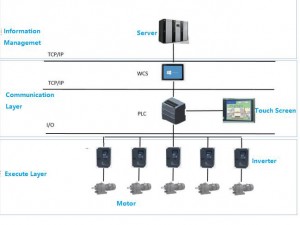
د موټر چلولو پرت: د کوچنیو بیلټونو ډیری ګروپونه د میټریکس په شکل کې یوځای شوي، او یو کوچنی بیلټ د سرو ډرایو موټرو لخوا پرمخ وړل کیږي.هر موټر چلوونکی د اصلي کنټرول PLC سره د کینپین بس له لارې په لوړ سرعت اړیکه نیسي ، او PLC د پورتنۍ کمپیوټر لخوا صادر شوي عمل لارښوونې پلي کوي ترڅو د جلا کولو سیسټم ثبات او اعتبار ډاډمن کړي.
د پارسلونو پیژندلو لپاره د بصری ټیکنالوژۍ غوره کول او بیا د کوچني اندازې لیږدونکي بیلټونه کنټرول کول ترڅو ډاډ ترلاسه شي چې هر پارسل د ځینې فاصلو سره امر شوی..
ډيجيسندرغاړی هیڅ ګډوډ پارسلونه نه جوړوي.
د ماډل ډیزاین، اسانه راټولول او جلا کول.د ټیټ لګښت او لوړ غوښتنلیک سره لږ جلا کولو برخه.
تخنیکي پیرامیټر
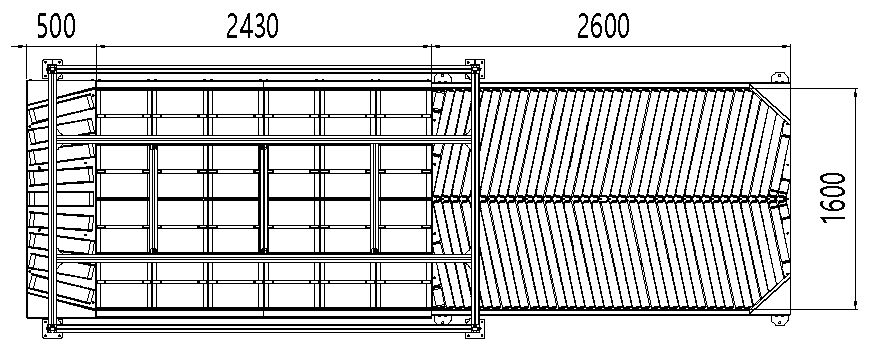
د واحد جلا کولو برخې اندازه 2000mm(L)X1500mm(W)
د واحد واحد جلا کوونکی اندازه 450mm(L)X150mm(W)
د ساحې د کیمرې ژوروالی 1000mm
د پارسل اندازه (LXWXH) دقیقه: 150mmX150mmX30mm
اعظمي: 1500mmX1000mmX1000mm
د جلا کولو وروسته د پارسل فاصله 650 ± 100
د پارسل ان فیډ پای لپاره د بیلټ پلنوالی 1000mm یا 1200mm
د بیلټ سرعت د تولید پای له 2m/s څخه پورته
د بیلټ پلنوالی د بهر تغذیه پای 1200mm لپاره
د جلا کولو پروسې څارنه
1. د جلا شوي پارسلونو د سر او لکۍ ترمینځ د واټن ریښتیني وخت لید نظارت کولو سره ، د جلا کونکي د جلا کولو کیفیت پیژندل کیدی شي چې د جلا کولو فاصلې ثبات هم ورته ویل کیږي.د شاته پای بریښنایی کنټرول سره یوځای ، پارسل د شاته پای ترتیب کولو لاین کې په مؤثره او بریالیتوب سره ترتیب کیدی شي.
2. د جلا کولو برخه کې د ټولو سرو موټورونو اوسني نظارت کولو سره ، د تجهیزاتو عملیات احتمالي ستونزې دمخه موندل کیدی شي ، ترڅو د راتلونکي غلط جلا کیدو له امله رامینځته شوي زیان څخه مخنیوی وشي.

Singulador د مخکینۍ پای په توګه کارول کیږي /ترمینل کښته کول / د کراس بیلټ ترتیب کولد Dijie د اتوماتیک ترتیب کولو سیسټمونو کې حل، په مؤثره توګه د توکو د ترتیب کولو کار موثریت ته وده ورکوي.
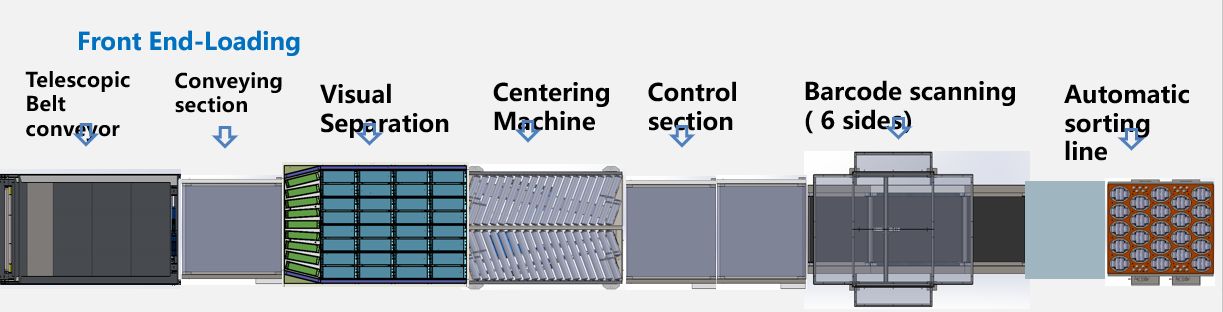
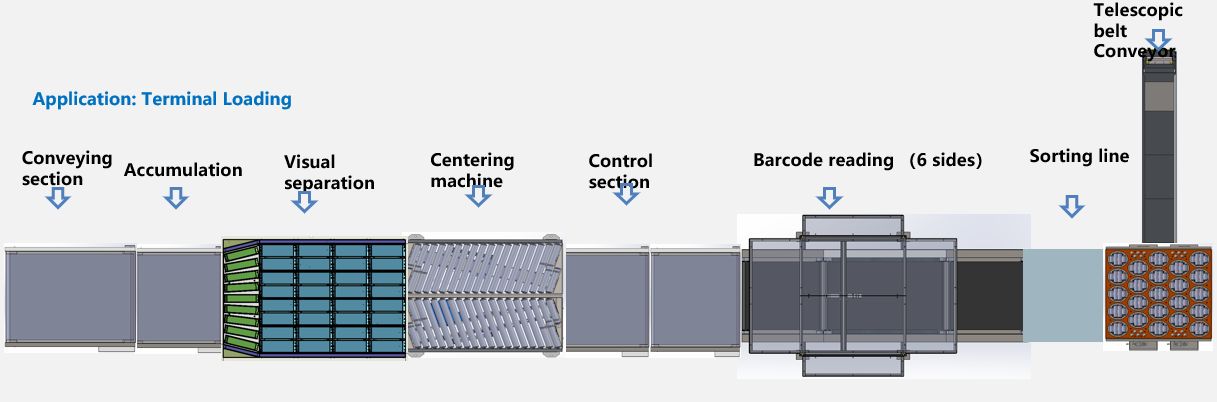
مخکینۍ پای - بار کول
1. پارسلونه پرته له ترتیب څخه د ټیلسکوپیک بیلټ لیږدونکي کې ځای په ځای شوي او سټیک شوي.
2. پارسلونه بصري جلا کونکي ته رسیږي، د کیمرې لوستلو وروسته د پارسل موقعیت معلومات او د الګوریتم سره به یو واحد یا څو بیلټ چلوي ترڅو د مخ او پای پارسل جلا کولو ترلاسه کولو لپاره کار وکړي.
3. وروسته له هغه چې پارسلونه مخ او پای سره جلا شول، دوی به د مرکز کولو ماشین په واسطه په ښه توګه امر شي.
4. پارسلونه د جمع کولو برخې ته ننوځي، ترڅو کڅوړې د ټاکل شوي تال سره سم په منظم ډول لیږدول شي.
5. منظم او منظم پارسلونه د کوډ سکین کولو تجهیزاتو ته ننوځي او د معلوماتو لوستلو وروسته د اتوماتیک ترتیب کولو لاین ته ننوځي..
غوښتنلیک: ترمینل بار کول
غوښتنلیک: د اتوماتیک انډکشن سره د کراس بیلټ ترتیب کول
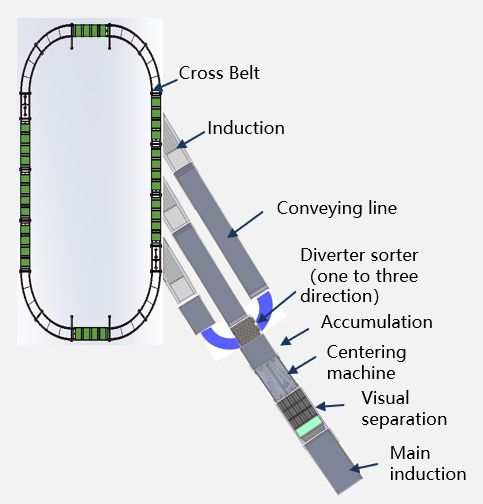
کاري جریان:
1. پارسلونه د اصلي کرښې له لارې واحد ته ځي
2. وروسته له دې چې د بصري جلا کولو ماشین کې کیمره د پارسل موقعیت معلومات پیژني، دا یو واحد بیلټ یا څو بیلټ چلوي ترڅو د الګوریتم له لارې حرکت وکړي، ترڅو د پارسل جلا کولو هدف په شا او خوا ترتیب کې ترلاسه کړي.
3. وروسته له دې چې پارسلونه له مخ څخه تر شا جلا شي، پارسلونه د مرکز کولو ماشین په واسطه په منظم او منظم ډول تنظیم شوي.
4. پارسلونه د جمع کولو برخې ته ننوځي، ترڅو پارسلونه د ټاکل شوي تال سره سم په منظم ډول لیږدول شي.
5. د پارسل انډکشن پلیټ فارم کې د کنټرول معلوماتو له مخې ، د ډیورټر ویل پارسلونه په مختلف پارسل انډکشن لینونو کې ترتیبوي.
6. پارسلونه په اوتومات ډول د پارسل انډکشن پلیټ فارم کې د کراس بیلټ له لارې ترتیب شوي